

 新闻中心
新闻中心 产品中心
产品中心 视频中心
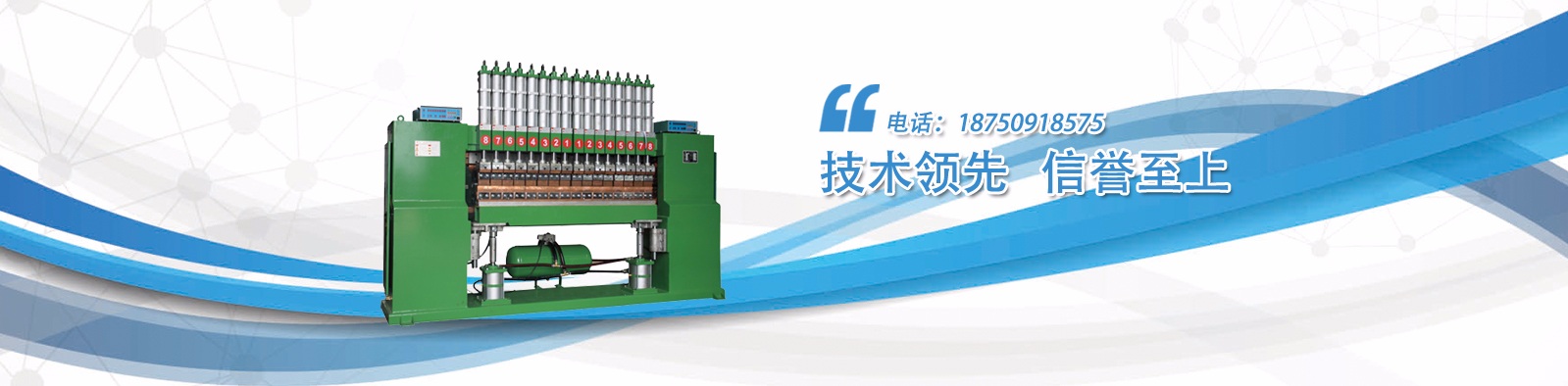
视频中心点焊的工艺过程为开通冷却水;将焊件表面清理干净,装配准确后,送入上、下电极之间,施加压力,使其接触良好;通电使两工件接触表面受热,局部熔化,形成熔核;断电后保持压力,使熔核在压力下冷却凝固 形成焊点;去除压力,取出工件。
焊件预备及安装:钢焊件焊前须铲除全部脏物、油污、氧化皮及铁锈,对热轧钢,最好把焊接处先经过酸洗、喷砂或用砂轮铲除氧化皮。未经清理的焊件虽能进行点焊,但是严重地下降电极的运用寿命,一起下降点焊的出产功率和质量。关于有薄镀层的中低碳钢可以直接施焊。
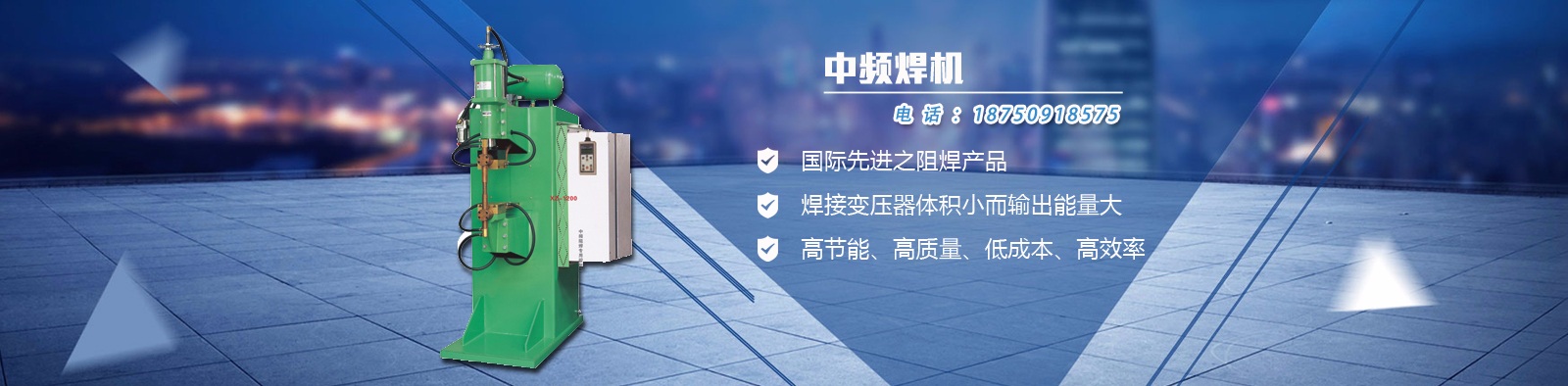
在焊接中低碳钢时,点焊机可利用强规范焊接法(瞬时通电)或弱规范焊接法(长时通电)。在大量生产时应采用强规范焊接法,它能提高生产效率,减少电能消耗及减轻工件变形。焊接电流决定于焊件之大小、厚度及接触表面的情况。通常金属导电率越高,电极压力越大,焊接时间应越短。此时所需的电流密度也随之增大。